|
项 目 |
工 艺 内 容 |
工 具 |
分 钟 |
|
清洗 |
1.转运立柱,一级缸、二级缸、活柱及配件到立柱组装区,将工件分别摆放在待清洗的架子上。 2.用高压清洗机对活柱、二级缸筒、一级缸筒进行清洗。 1)将一级缸上的各接头座的堵去掉,先用金属清洗剂将缸筒内孔的油污清洗干净,再用高压水冲洗干净各接头座孔及缸筒内表面。 2)深孔活柱要用高压水从活塞杆上腔接头座孔对深孔冲洗,观察从杆下端孔流出的水是否干净。 3)二级缸筒内外表面清洗干净。 3)其它零件放在清洗机内清洗干净。 4)清洗后的零件分类摆放整齐待安装。 |
清洗剂、 毛刷、 清洗机 |
60 |
|
组装 |
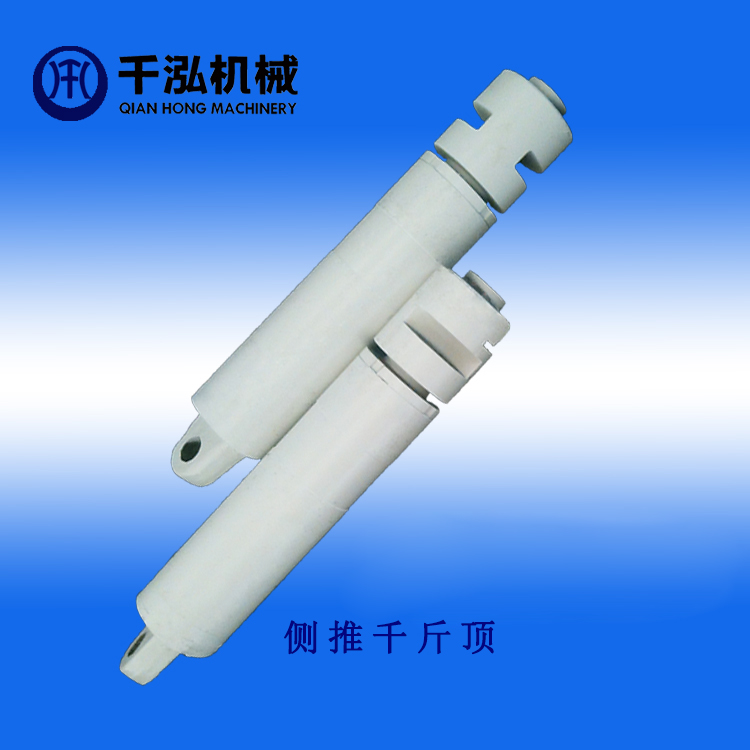
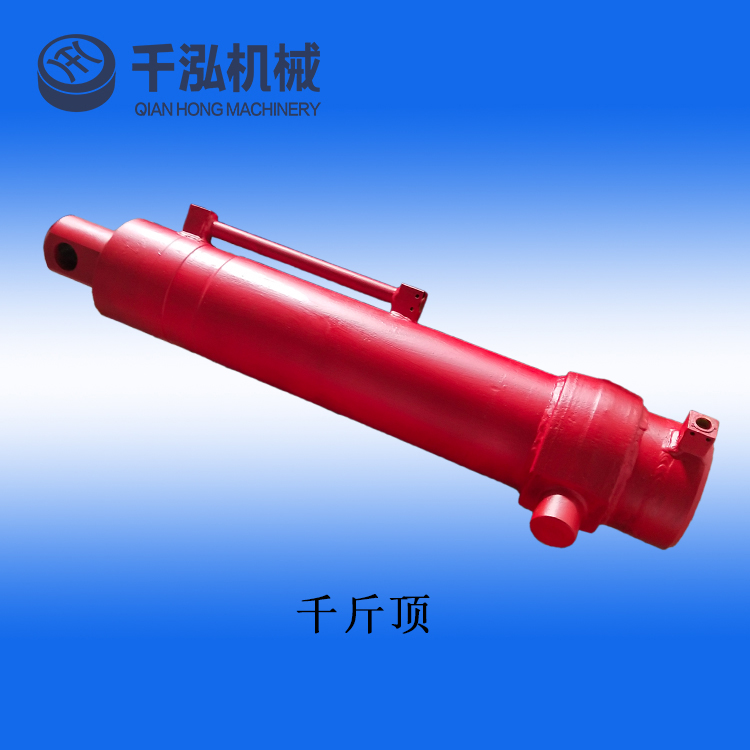
装配步骤: 1. 将密封件全部换新件。将鼓形密封圈分别装在二级缸、活柱柱塞的相应槽内。 2. 将大小活塞导向环分别装在大小活塞支撑环上。 3. 将大小外卡键分别装在活柱、二级缸上,分别装好大小卡箍在大小外卡键上。 4. 在工作台上分别组装一级导向套、二级导向套上的密封。工件分别摆放整齐。 5. 在工作台上分别将防尘圈、密封圈装到一级缸盖、二级缸盖上。工件分别摆放整齐。 6.将底阀装入二级缸底中,装好小卡环、固定环,用螺钉,垫圈固定。 7. 用软绳吊二级缸筒、外缸筒到立柱组装缸机上,同时装一级缸引向套。 分别在导向套、缸体缸口部位涂抹防锈脂。 8.用毛刷给二级缸柱塞密封部位涂沫润化油,用装缸机将把二级缸徐徐推入一级缸内。取出引向套。装好大导向套到一级缸筒内。 9. 将工件吊下装缸机。装上大卡环、大缸盖,装好挡圈320。再将未装完的立柱吊到装缸机上。 10. 用软绳吊活柱到立柱组装缸机,同时装二级缸引向套。 分别在小导向套、缸体缸口部位涂抹防锈脂。 11.用毛刷给活柱密封部位涂沫润化油,用装缸机将把活柱徐徐推入二级缸内。取出引向套。将小导向套推到二级缸筒内到位。 12.将立柱吊下装缸机。装上小卡环、小缸盖,装好挡圈230。 13.将活柱、二级缸推倒底。 14.将密封圈、挡圈装到螺纹接头座上,然后装到活柱头上并拧紧。并按图示方向抹正活柱。 15.吊出立柱,转运到试验区。
|
铜棒、 专用工装、 引向套、 软绳、 乳化油、 钙基脂、 螺纹防锈专用油脂、 毛刷等 |
260 |
|
试验 |
按立柱试验方法及标准进行
|
试验台 |
30 |
|
编号 登记 |
试验合格后填写试验结果并记录立柱编号。在返修后的活柱头上做返修标记。标记号FXXX,(X表示数字0,1,2....)用10号字打在活柱头显著位置。字迹要清晰。
|
10号字头、锤子 |
10 |
|
冬季注防冻液、其它季节注防锈液 |
1.试验合格后,冬季将将活柱、二级缸全伸出,排出乳化液,用防冻液将活柱、二级缸全缩回。再用防冻液将缸筒下腔注入少量防冻液,使活柱和二级缸稍伸出,然后再用防冻液、将活柱、二级缸全缩回到最低。并用金属堵将各进出口堵上。U形卡插好。并按图示方向抹正活柱。 2.其它季节换成浓度为5%的福斯乳化液,按上述装好金属堵,打U形卡。
|
专用泵站 |
25 |
|
刷漆 |
将外表面刷一遍白调和漆。保护标牌和镀铬区。
|
喷枪、 白色调和漆 |
25 |
![]()

扫描二维码关注千泓机械官方微信,随时了解行业动态及技术信息
13043718886
13043718886